Технологии детоксикации карбамидо-формальдегидных смол (КФС) и древесно-плитных материалов на их основе
Источники и причины постоянного выделения формальдегида (ФА) из древесно-плитных материалов.
doc-версия
При производстве плит ДСП или OSB, когда стружка осмоляется, в композиции стружки + смола + отверждитель- смола занимает от 12 до 14 % по массе. Когда вода уходит и смола отверждается, то эту величину необходимо умножить на коэффициент – 0,65.
В плитах МДФ, которые сейчас очень популярны, содержащие карбамидо-формальдегидной (КФС) смолы примерно в 2 раза меньше, т.е. порядка 6 %, а сухой остается порядка 4,5 %.
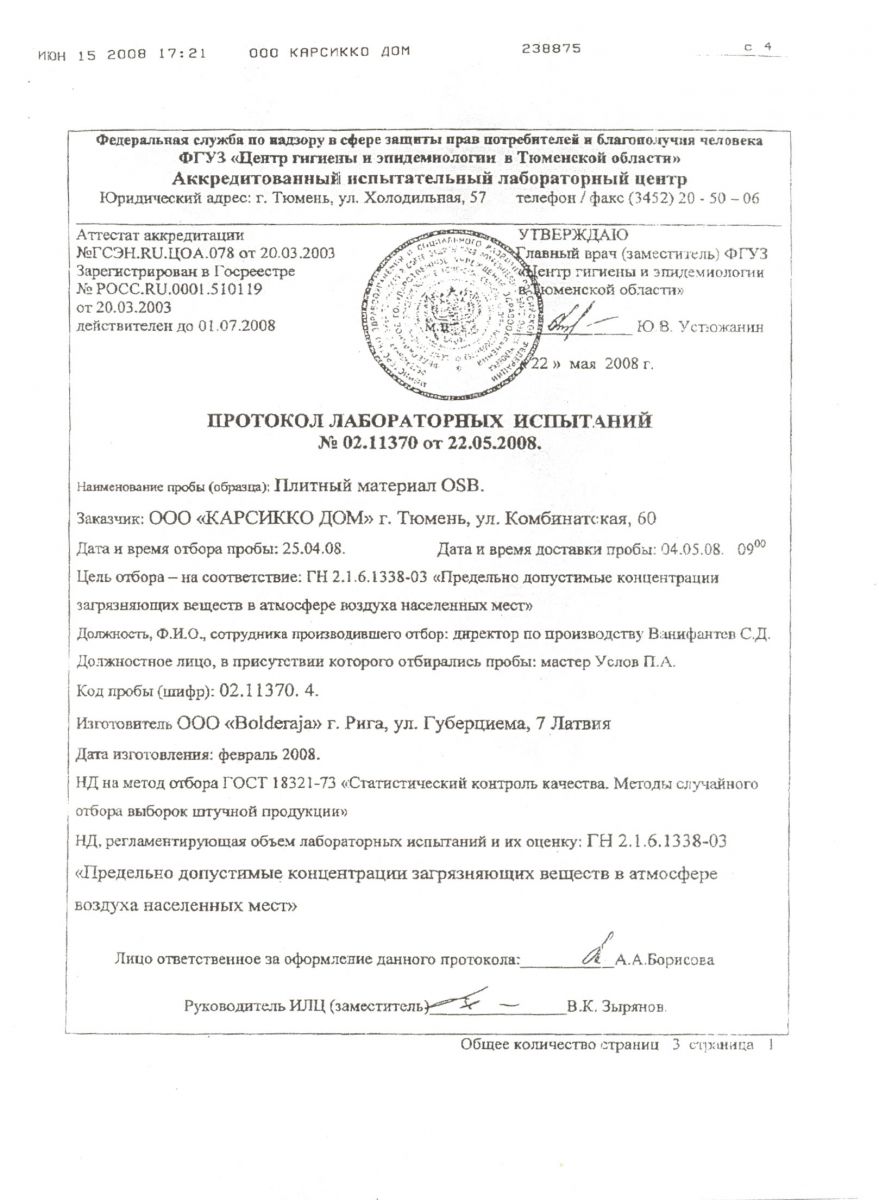
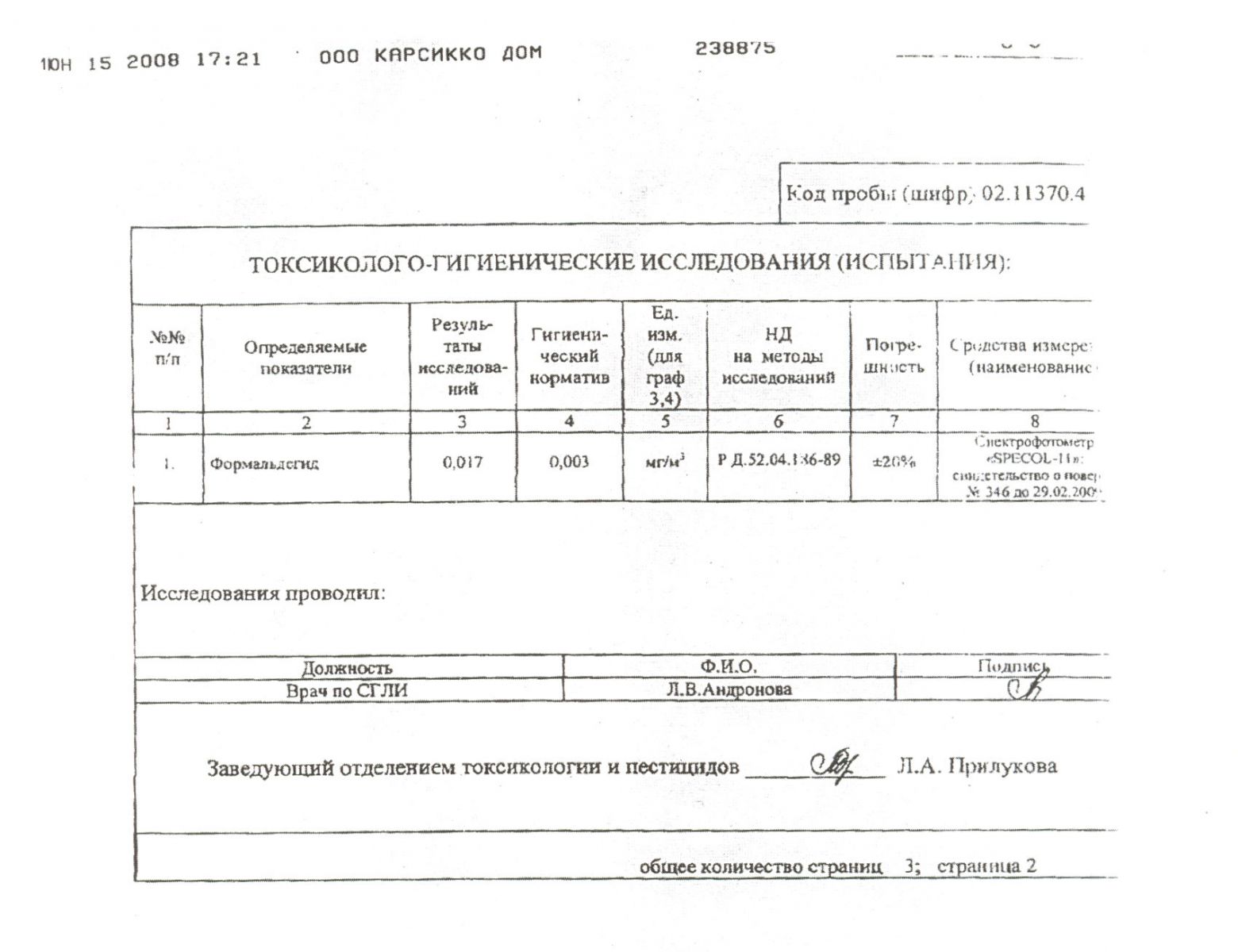
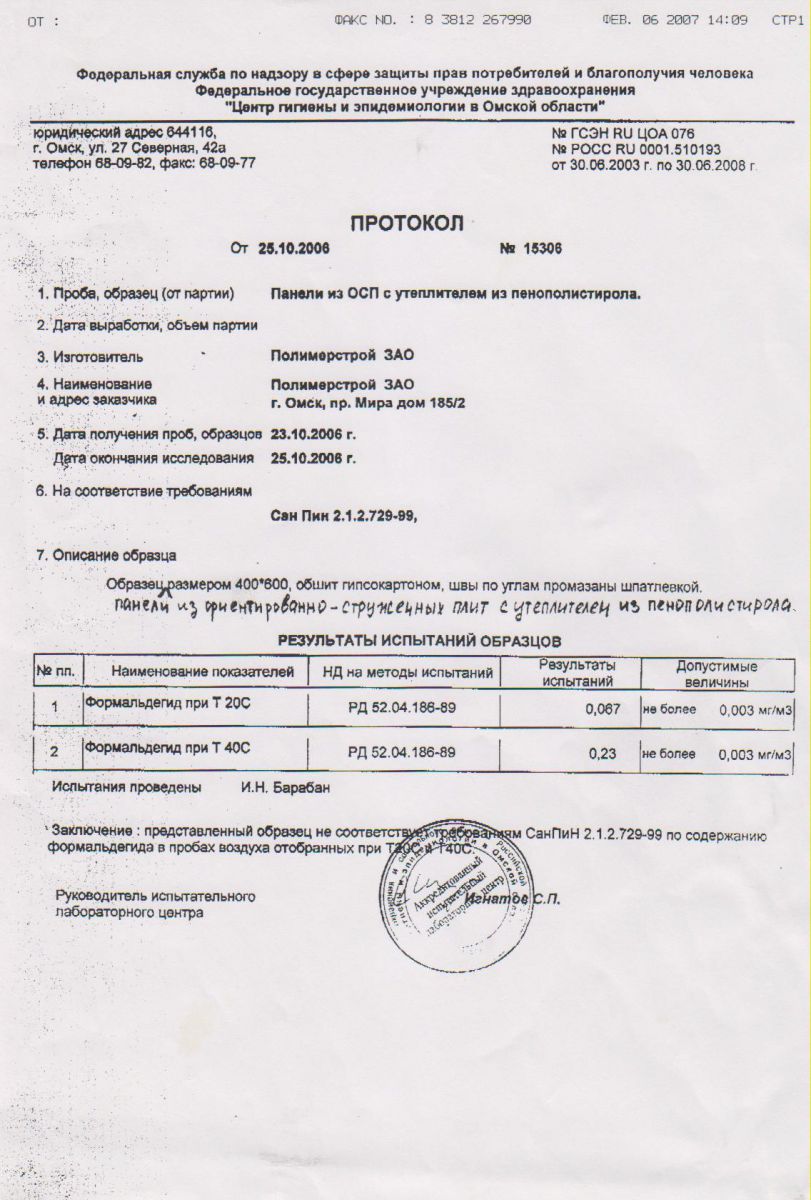
Но и многие плиты МДФ не проходят по требованиям по выделению формальдегида (ФА) по Европейским стандартам, поэтому производители задаются вопросом как получить плиту по стандарту Е1 или даже Е0 по содержанию ФА в массе плиты. Химики давно знают, как это сделать.
Это отечественный парадокс. Наши фирмы хотят продавать МДФ-плиты в Европу, а производство таких плит там закрывают, т.к. эти производства считаются экологически грязными. Но Европейцы хотят закупать эти материалы в России. Отечественные производители, используя такой спрос, могут значительно увеличить свои доходы. Но при этом они не хотят платить ни копейки за улучшение технологий. Это поразительное явление.
К настоящему времени нами отработаны технологии детоксикации КФС и детоксикации древесно-плитных материалов. Основой этих разработок явился тщательный анализ основных причин и источников выделения токсичных веществ из древесно-плитных материалов и эффективное блокирование этих выделений:
-
Остаточный метанол (метиловый спирт) в формалине, в концентратах и в древесно-плитных материалах.
В промышленности ФА получают окислением метилового спирта кислородом воздуха в присутствии катализаторов, поэтому промышленный формальдегид всегда содержит примеси метилового спирта.
CH3OH+½O2→CH2O+H2O
Примесь метилового спирта усиливает токсичность КФС, используемых в качестве связующего в древесных плитах [4], а в процессе эксплуатации метанол окисляется в ФА, увеличивая его концентрацию в плите.
-
Остаточный формальдегид (ФА) в КФС.
При синтезе КФС поликонденсация ФА и мочевины не проходит до конца и останавливается на стадии равновесия, при котором КФС как товарный продукт содержит 0,1..0,5% массовых частей формальдегида. При изготовлении древесноплитных материалов остаточный формальдегид сорбируется на частицах древесины и при эксплуатации выделяется в окружающую среду.
Ситуация с остаточным ФА усугубляется также тем, что в исходном формалине и в «концентратах», содержащих водный раствор ФА, он содержится не только в свободном виде, но и в виде олигомерных соединений с водой - олигометиленгликолей и не обнаруживается обычными методами определения свободного формальдегида:
СН2О + Н2О → НО-СН2-ОН
Формальдегид вода метиленгликоль
n(HO-CH2-OH) → H- (OCH2)n- OH
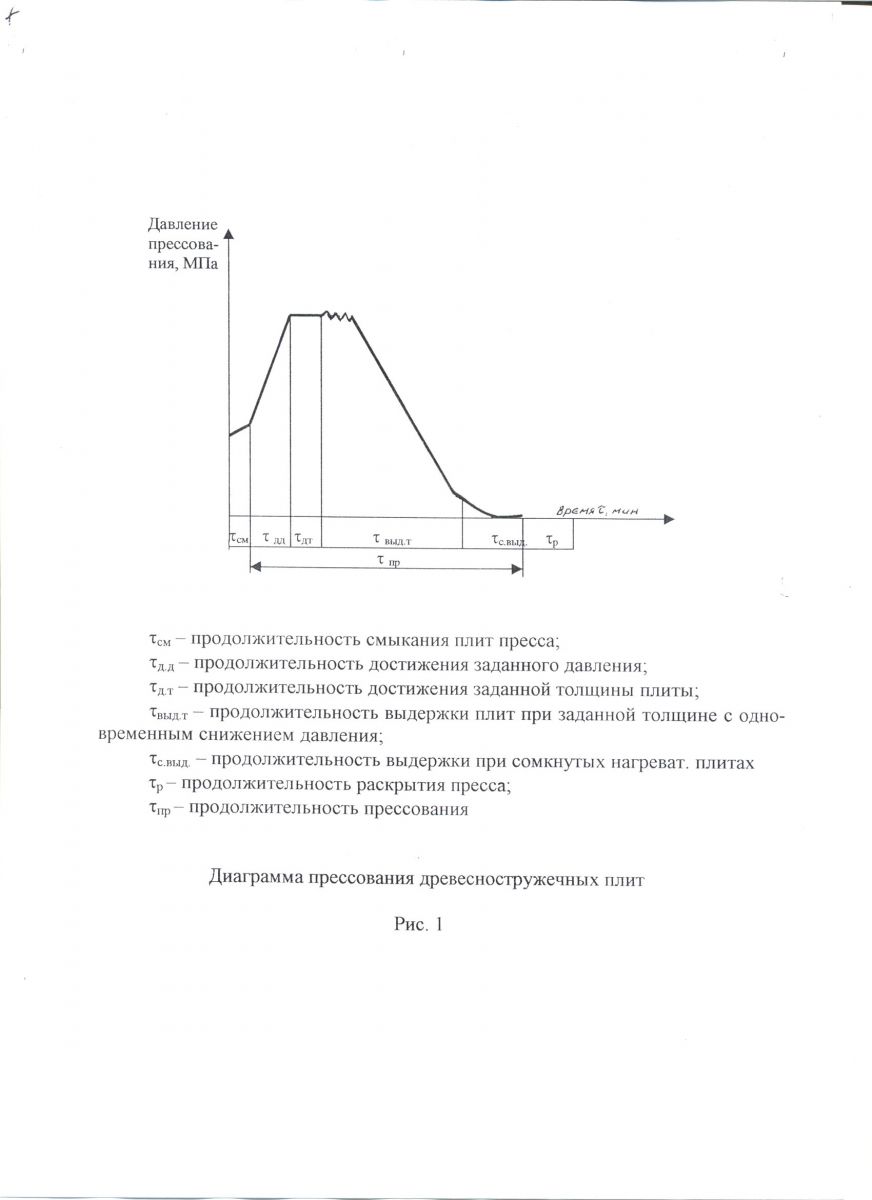
В процессах прессования древесно-плитных материалов при температурах от 160оС до 175 оС указанные олигомеры разрушаются, и выделяют свободный ФА, также попадающий в массу древесноплитного материала.
-
Отщепление свободного формальдегида от отвержденной формальдегидной смолы в процессе производства.
В соответствии с литературными данными, отвержденная КФС склонна к термической деструкции и, начиная с температуры 155 оС (по другим данным – со 135 оС) происходит активное отщепление свободного ФА за счёт разрушения метилольных (R-СН2ОН) групп и метиленэфирных связей (-СН2-О-СН2) [1] [2] [3]:
R-CH2O-CH2-R’→ R-CH2-R’ + CH2O↑
В то же время, как уже упоминалось выше, температурный режим прессования древесноплитных материалов лежит в диапазоне 160оС..175оС в поверхностных слоях материала, примыкающих к плитам пресса. Поэтому в процессе прессования при отверждении КФС интенсивно отщепляется ФА, который не только выделяется в воздух цехов, но и сорбируется в массе плиты.
-
Постоянное выделение формальдегида в процессе эксплуатации.
В дополнение к вышеперечисленным факторам, приводящим к выделению формальдегида, очень важно отметить, что при обычных условиях эксплуатации отвержденные КФС постоянно отщепляют формальдегид за счёт разложения метилольных групп и метиленэфирных связей:
R’CH2OH+ HO-CH2R’→ + CH2O+ Н2О + R’-CH2-R
-
Выделение токсичных веществ при горении.
Отвержденные КФС очень сильно горят, выделяя при этом формальдегид.
С целью многократного снижения содержания остаточного ФА в КФС и полного удаления из них метанола, была разработана технология детоксикации КФС, позволяющая полностью удалять метанол и снижать остаточный ФА до 0,01-0,05 % по КФС.
Для получения нетоксичных и трудногорючих древесноплитных материалов с КФС в их состав вводили хемосорбенты каталитического действия, которые избирательно сорбировали ФА и вызывали его полимеризацию в полиметиленоксид:
nCH2O→ [-CH2-O-] n
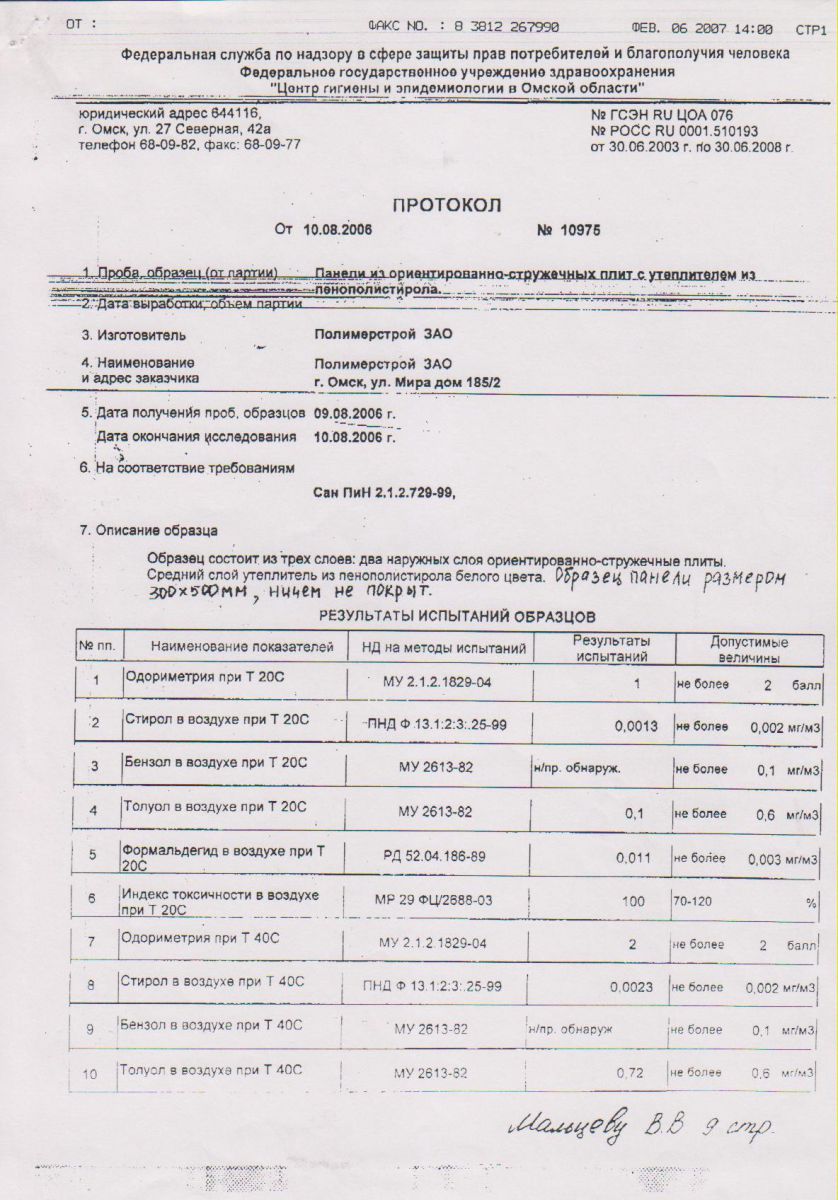
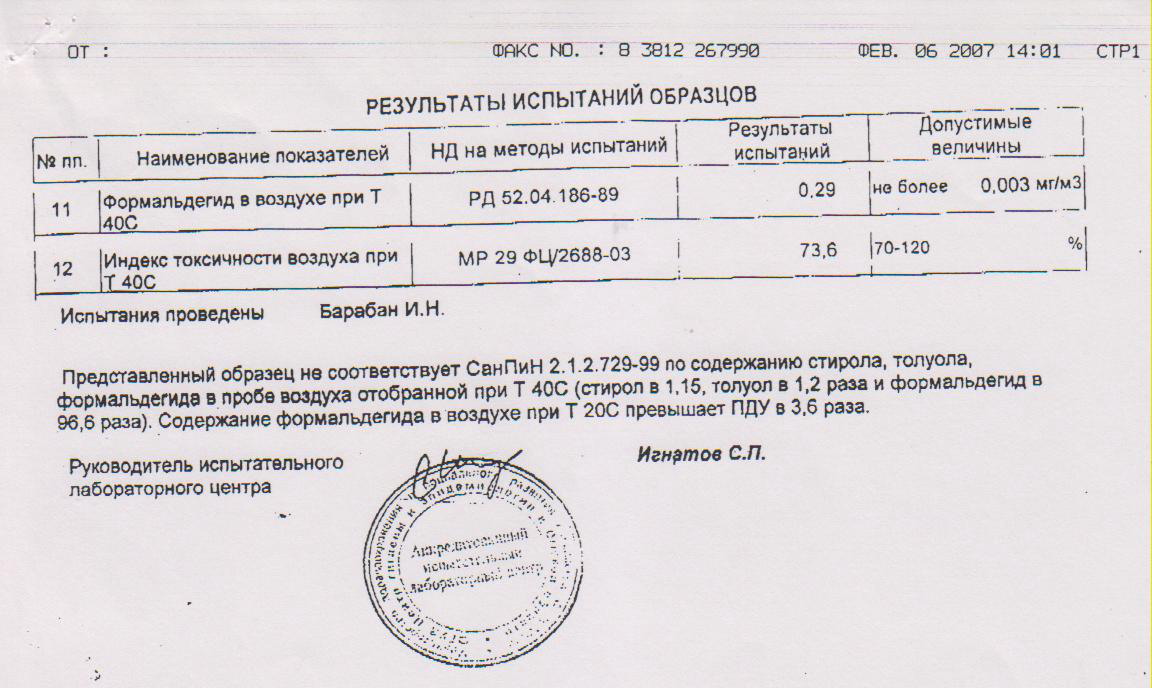
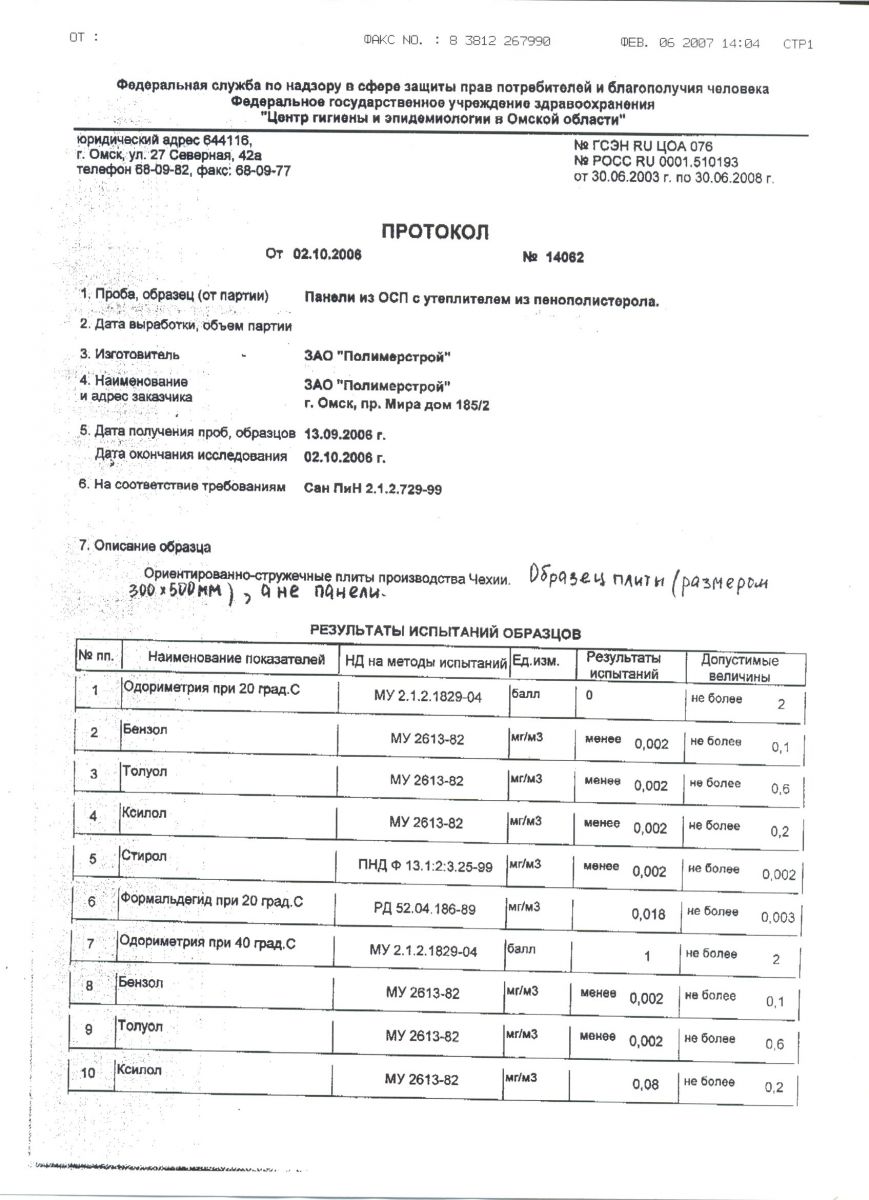
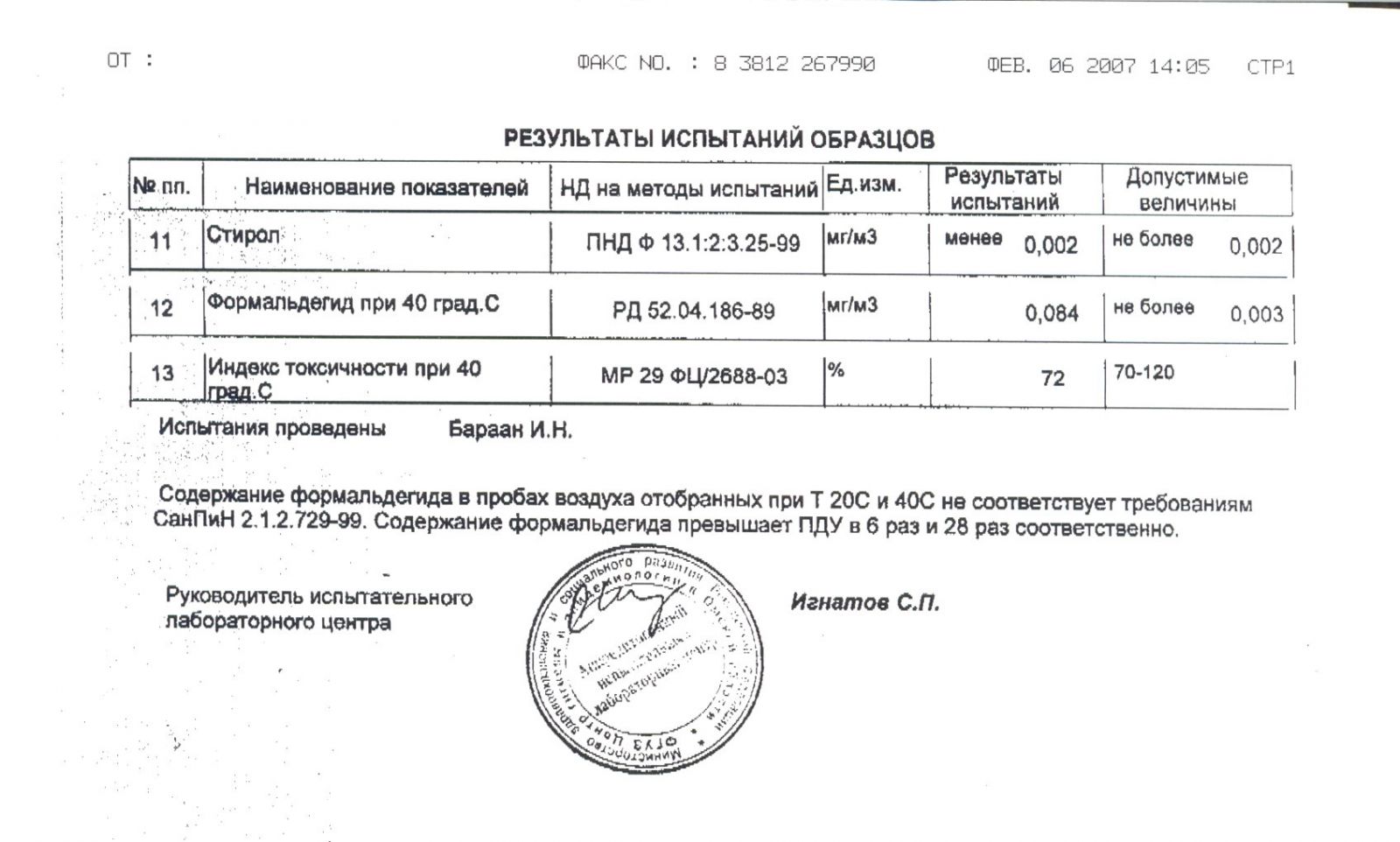
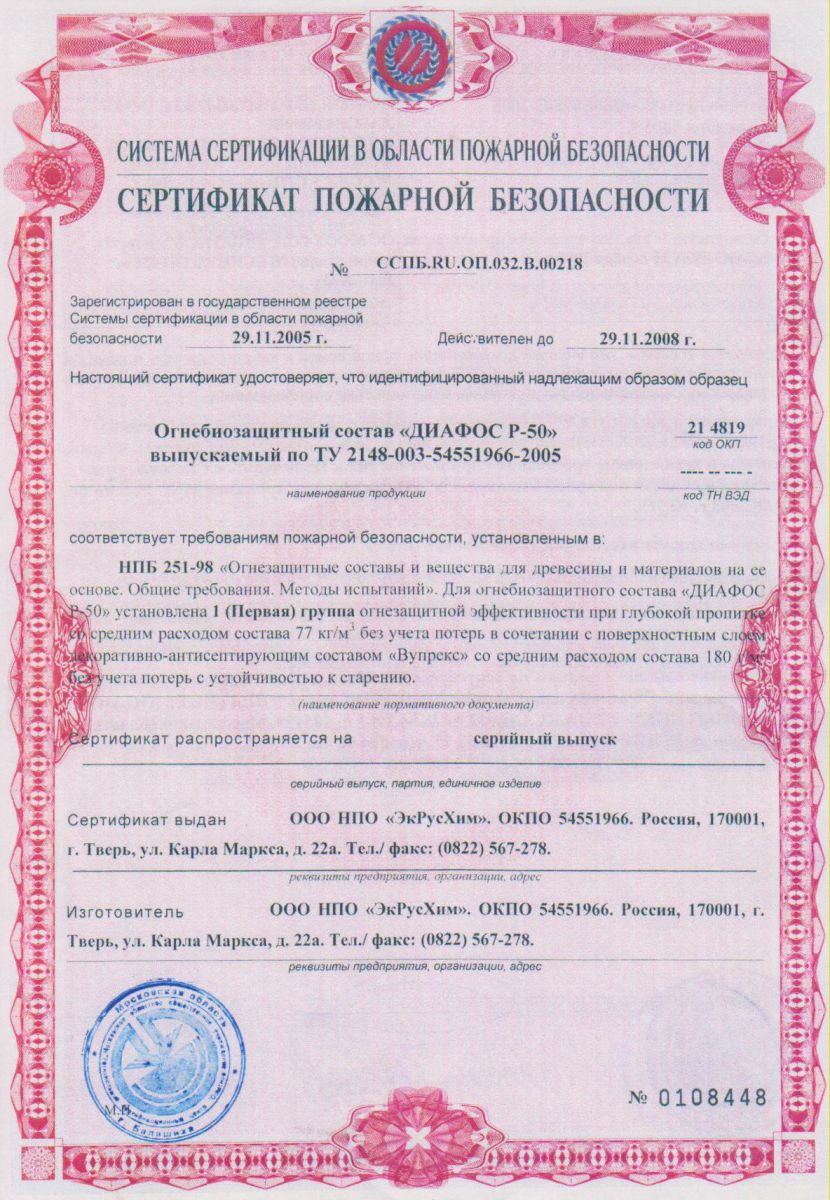
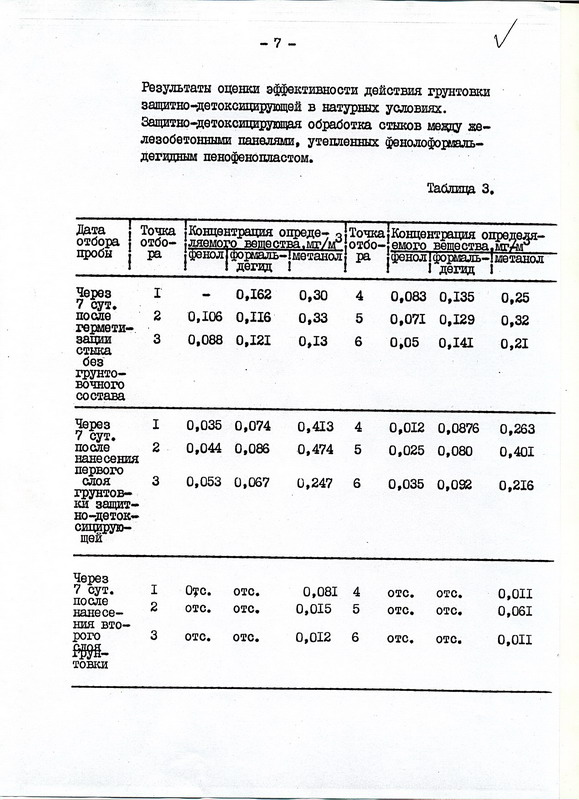
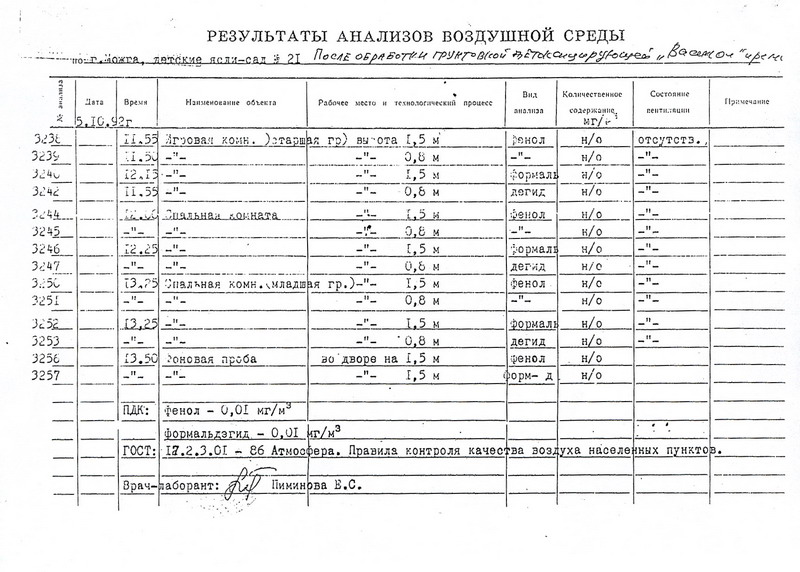
Для отверждения КФС использовали новый продукт Диафос-Р-50, который одновременно является катализатором отверждения КФС, антипиреном и поглотителем ФА. Для полного поглощения ФА поверхность плит покрывали грунтовкой детоксицирующей «Василол», что привело к снижению уровней выделения формальдегида практически до нуля, а по группе горючести плиты перешли из группы горючести Г4 в группу Г1.
«МАтериалы МАльцева»
|
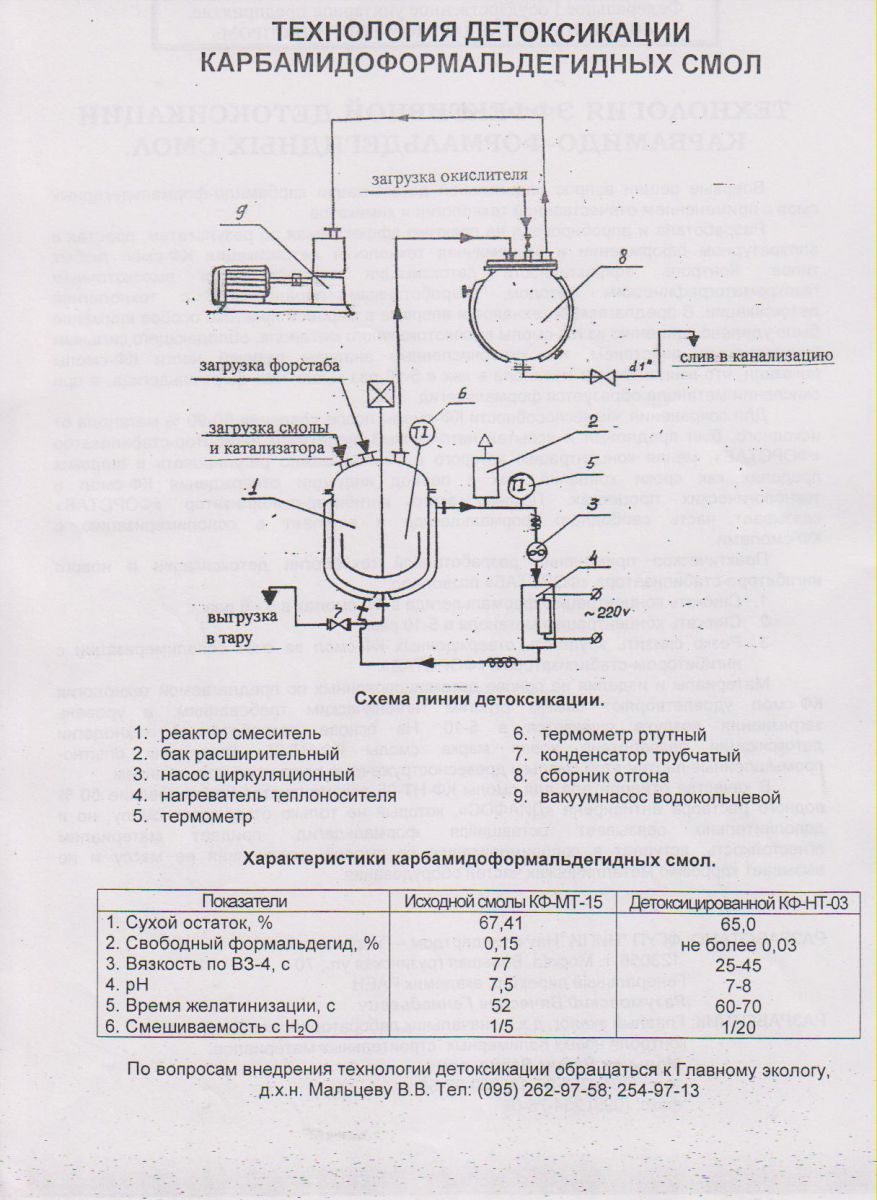
ТЕХНОЛОГИЯ ЭФФЕКТИВНОЙ ДЕТОКСИКАЦИИ
КАРБАМИДО-ФОРМАЛЬДЕГИДНЫХ СМОЛ.
|
|
Впервые решен вопрос радикальной детоксикации карбамидо-формальдегидных смол с применением отечественной технологии и химикатов.
Разработана и апробирована на практике эффективная по результатам, простая в аппаратурном оформлении и экономичная технология детоксикации КФ-смол любых типов. Контроль эффективности детоксикации осуществляется высокоточным газохроматографическим методом, разработанным параллельно с технологией детоксикации. В предлагаемой технологии впервые в мировой практике особое внимание было уделено удалению из КФ-смолы высокотоксичного метанола, обладающего сильным кумулятивным действием, т.к. многочисленные анализы летучей части КФ-смолы показали, что концентрация метанола в них в 5-10 раз выше, чем формальдегида, а при окислении метанола образуется формальдегид.
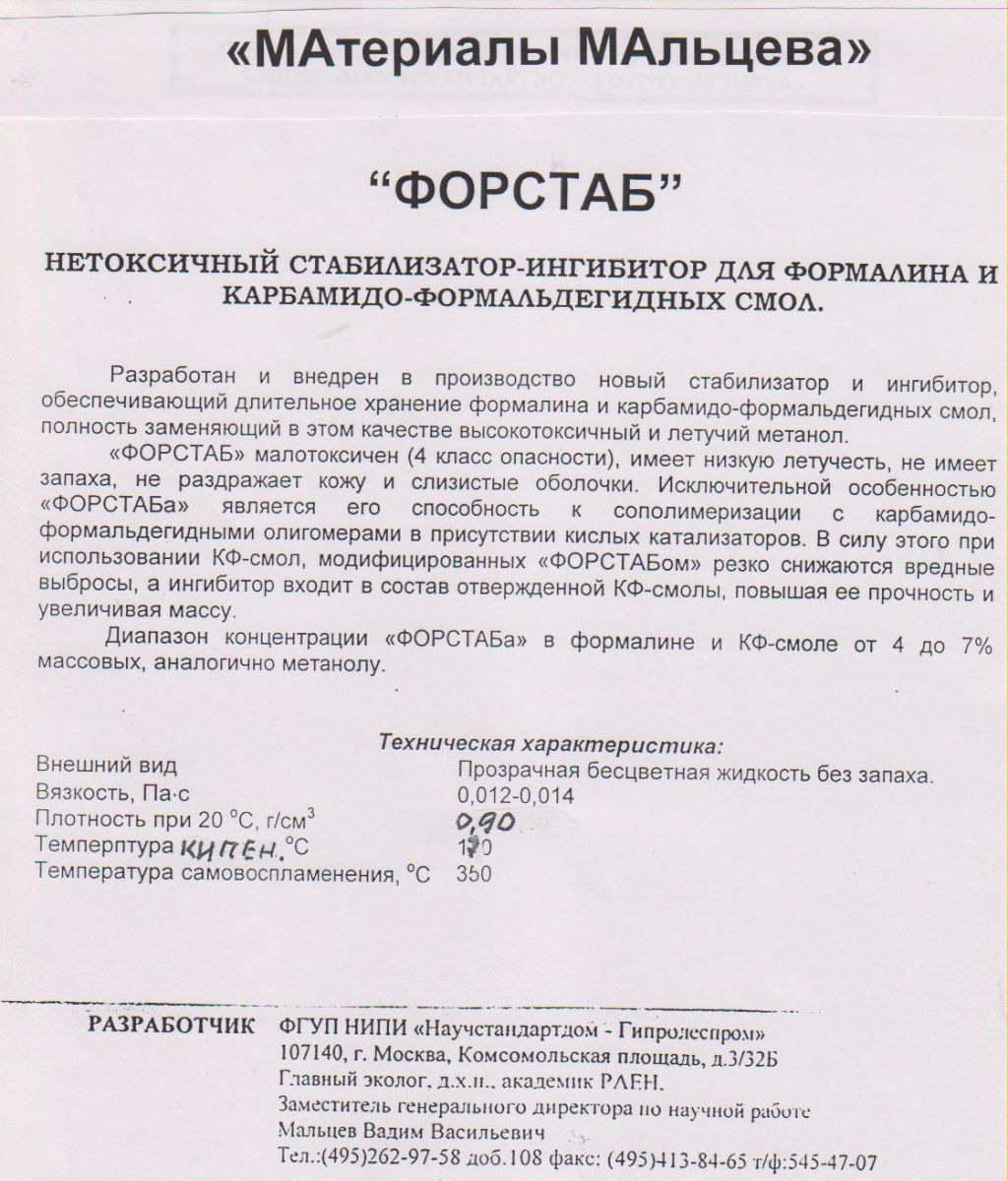
Для сохранения жизнеспособности КФ-смолы после удаления 80-90 % метанола от исходного, был предложен и испытан нетоксичный, нелетучий ингибитор-стабилизатор «ФОРСТАБ», меняя концентрацию которого в смолах можно регулировать в широких пределах, как сроки хранения, так и период индукции отверждения КФ-смол в технологических процессах. Помимо этого ингибитор-стабилизатор «Форстаб» связывает часть свободного формальдегида и вступает в сополимеризацию с КФ-смолами.
Практическое применение разработанной технологии детоксикации и нового ингибитора-стабилизатора «Форстаб» позволило:
1. Снижать концентрацию формальдегида в КФ-смолах в 3-6 раз.
2. Снижать концентрацию метанола в 5-10 раз.
3. Резко снизить хрупкость отвержденных КФ-смол за счет сополимеризации с ингибитором-стабилизатором «Форстаб».
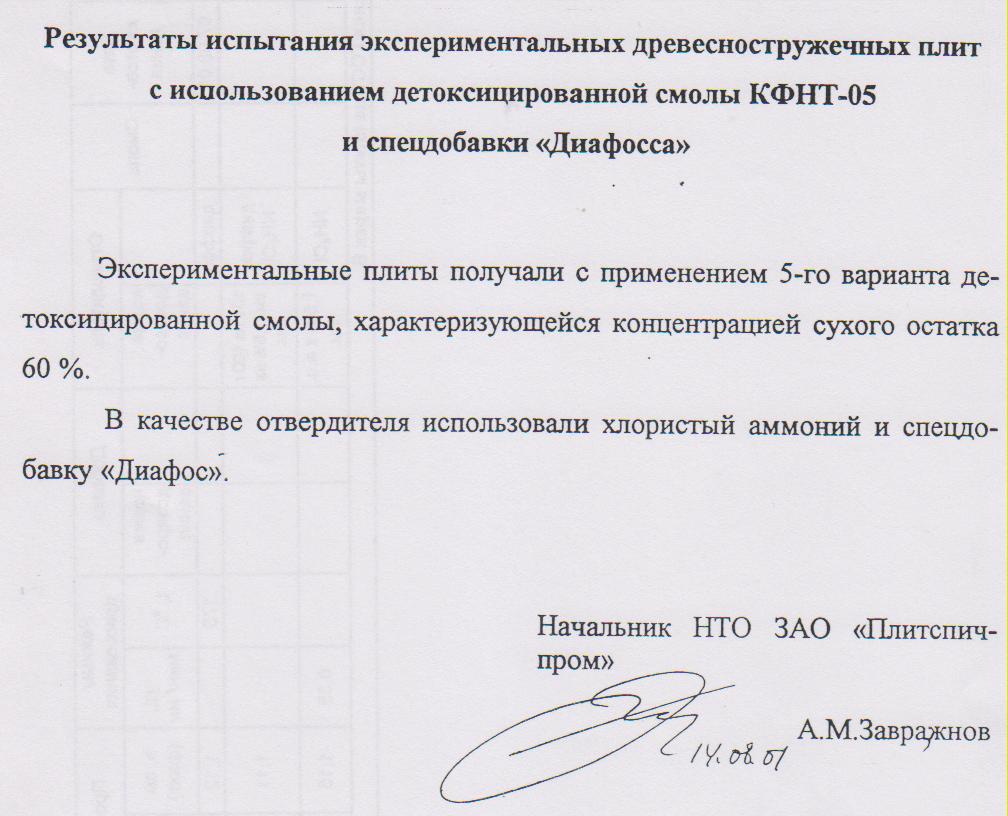
Материалы и изделия на основе детоксицированных по предлагаемой технологии КФ-смол удовлетворяют самым строгим гигиеническим требованиям, а уровень загрязнения воздуха рабочей зоны снижается в 5-10 и более раз. На основе разработанной технологии детоксикации разработана новая марка смолы КФ-НТ-05 . Выпущены опытно-промышленные партии этой смолы и древесностружечные плиты с ее применением.
В качестве отвердителя для смолы КФ-НТ-05 рекомендуется использование 50% водного раствора антипирена «Диафос», Который не только отверждает смолу, но и дополнительно связывает оставшийся формальдегид, придает материалам огнестойкость, вступает в сополимеризацию со смолой, увеличивая ее массу и не вызывает коррозию металлических частей оборудования.
|



«МАтериалы МАльцева»
«ДИАФОС»
ЭФФЕКТИВНЫЙ НЕТОКСИЧНЫЙ, НЕЛЕТУЧИЙ
ОРГАНОМИНЕРАЛЬНЫЙ, РЕАКЦИОННО-СПОСОБНЫЙ АНТИПИРЕН С НЕОГРАНИЧЕННЫМ СРОКОМ ДЕЙСТВИЯ ДЛЯ ДРЕВЕСИНЫ, ТКАНЕЙ И ПОЛИМЕРНЫХ МАТЕРИАЛОВ.
ТУ 2148-007-18916295-00
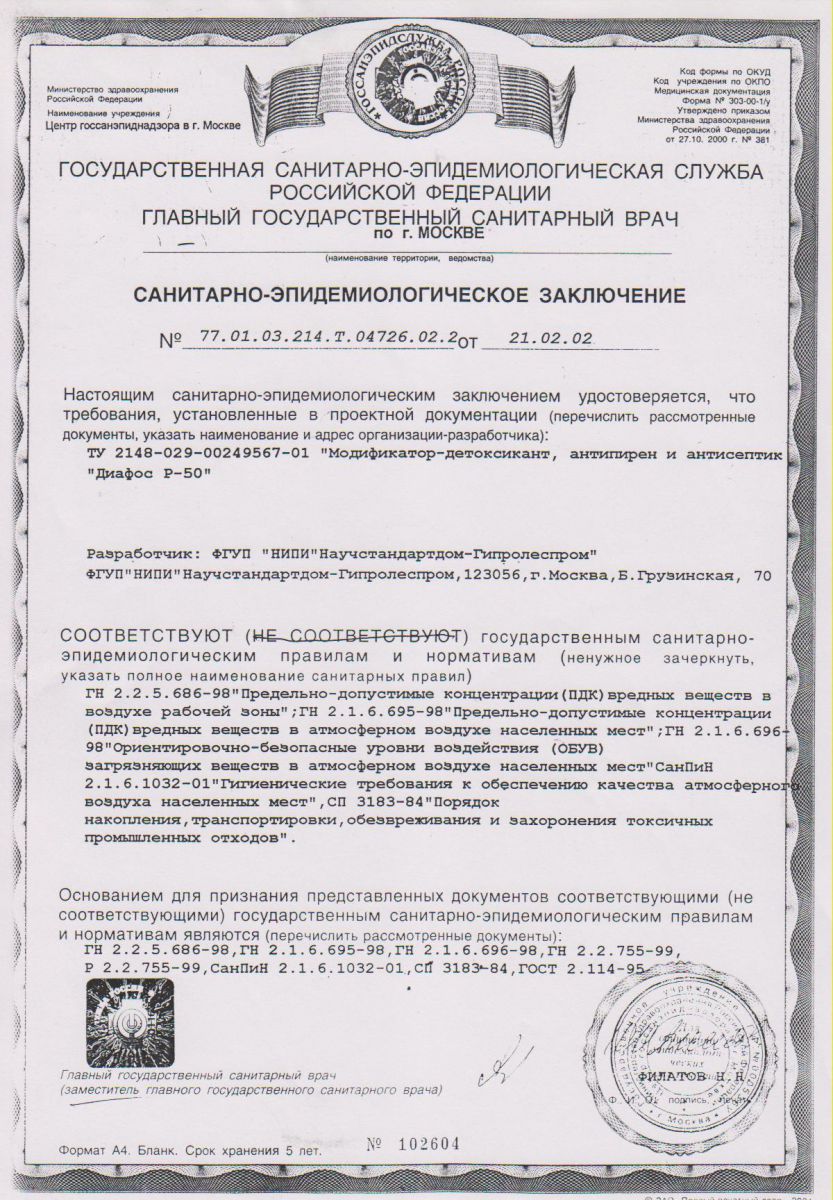
Гигиеническое заключение № 77.01.03.214.т.34937.11.0. от 29.11.00
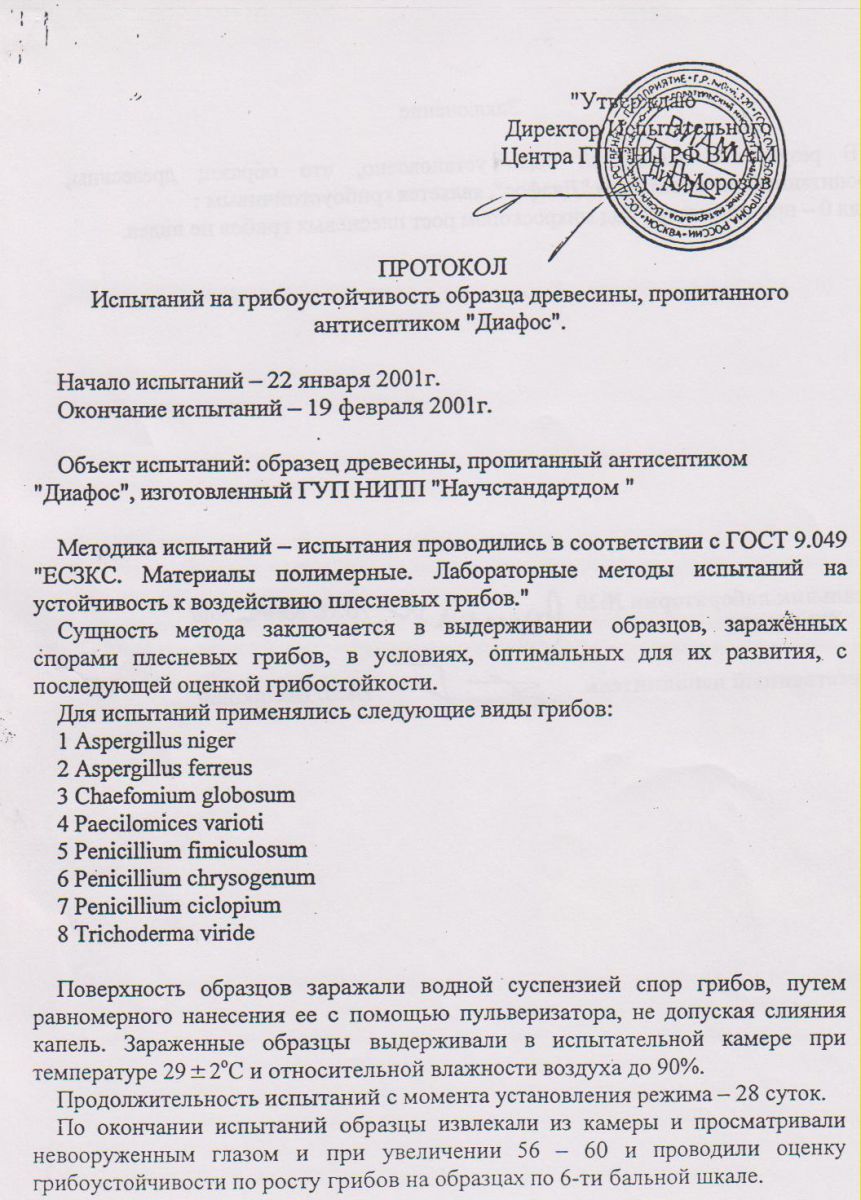
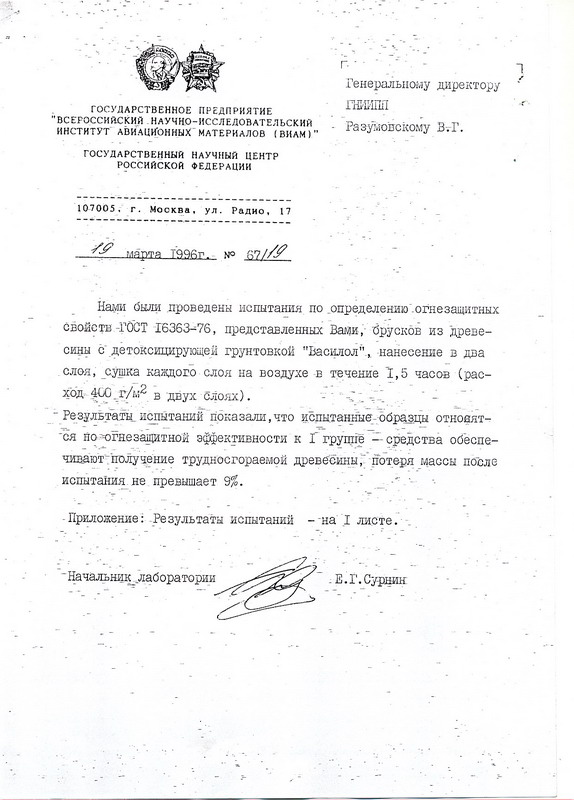
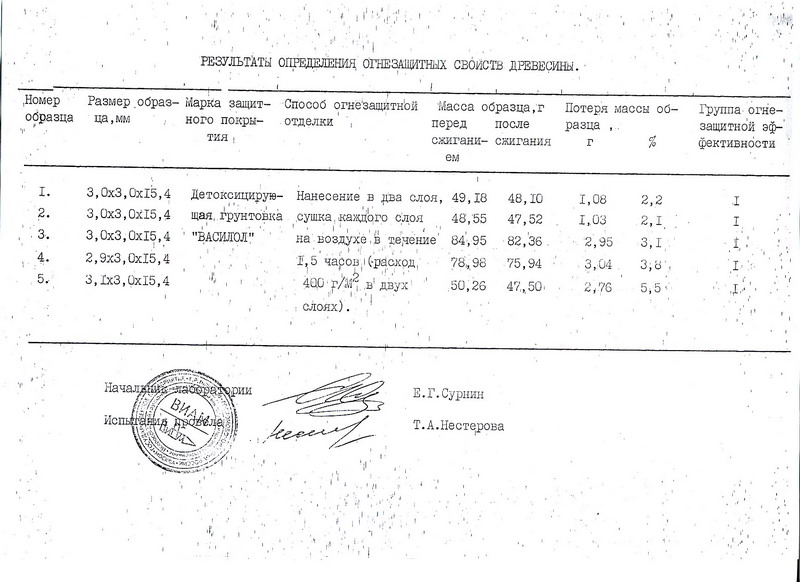
Органоминеральный антипирен “ДИАФОС” разработан для повышения эффективности противопожарной обработки деревянных конструкций, тканей и огнезащиты полимерных материалов. «ДИАФОС» экологически чистый малотоксичный материал (IVкласс опасности), при обработке и сушке пропитанных изделий и тканей не выделяет вредных летучих веществ. При обработке деревянных изделий водными растворами «ДИАФОСа» с добавками, обеспечивается 1 категория огнезащиты древесины при потере массы после выноса образца из пламени от 1,5 до 3 %. При пропитке гидрофильных тканей повышение кислородного индекса до 50 и выше. «ДИАФОС» эффективен также при введении в состав ПВХ-композиций для материалов пониженной горючести.
Исключительной особенностью «ДИАФОСа» является его способность взаимодействовать с формальдегидом с образованием реакционно-способных олигомеров, а также вступать в реакцию сополимеризации с карбамидо- и фенолформальдегидными смолами с образованием полимерного водо-нерастворимого антипирена. Это свойство «ДИАФОСа» позволяет рассматривать его как исключительно перспективный продукт для производства водо-нерастворимых огнезащитных составов для технических тканей и наружных деревянных конструкций.
Выпускная товарная форма – прозрачный водный концентрат «ДИАФОСа» концентрацией 48-50 % («Диафос-Р50»).
Технические характеристики:
|
Внешний вид
Массовая доля основного вещества, % масс, не менее
Плотность при 20 оС, г/см3
рН 10 % водного раствора.
|
прозрачный водный концентрат
48
1,52
6-7
|
Перед использованием рекомендуем разбавлять «ДИАФОС-Р50» водой в пропорции 1:1 и обрабатывать деревянную поверхность 2 или 3 раза.
РАЗРАБОТЧИК:
Мальцев В.В., доктор химических наук, академик РАЕН,
главный эколог деревянного домостроения.

«МАтериалы МАльцева»
«АЛГИД»
МИНЕРАЛЬНЫЙ НЕТОКСИЧНЫЙ АНТИПИРЕН ДЛЯ ЛИГНОПОЛИМЕРНЫХ И ПОЛИМЕРНЫХ МАТЕРИАЛОВ ТУ 2386-007-00249567-94
Нетоксичный минеральный антипирен на основе гидроксидов металлов для лигноматериалов, поливинилхлорида и сополимеров-винилхлорида, синтетических каучуков, поливинилацетата и сополимеров винилацетата,
Наибольший эффект повышения огнестойкости полимерных материалов достигается при совместном применении состава «АЛГИД» с жидкими и твердыми фосфор- и фосфор -хлорсодержащими пластификаторами и некоторыми типами хлорированных соединений. Например, использование «АЛГИДа» в промазных ПВХ-материалах (трубная винилискожа) совместно с фосфор хлорсодержащим пластификатором-антипиреном типа «АННАФОС» и с добавками борсодержащего антисептика-антипирена типа «БОРАНС», позволило получить материал с кислородным индексом. Аналогичное значение кислородного индекса было получено при создании трудногорючего резинового линолеума для железнодорожного транспорта и автобусов, в составе которого «АЛГИД» применяется совместно с жидкими - и твердыми фосфорсодержащими пластификаторами-антипиренами.
Особенно важно отметить, что в указанных композициях и материалах «АЛГИД» применяли вместо токсичной, дефицитной для российских потребителей и дорогостоящей трехокиси сурьмы. Таким образом, промышленное применение «АЛГИДа» при производстве огнестойких полимерных материалов решает важную экологическую проблему - ликвидации загрязнений производственных помещений и окружающей среды токсичной пылью трехокиси сурьмы. «АЛГИД» марки «В» влажностью 8-14%, «АЛГИД» марки «БВ» влажностью 1%.
Технические характеристики:
Внешний вид Белый порошок без запаха
Плотность, г/см2 2,42
Массовая доля фракций менее 20 мкм.,%, не менее 80
Удельная поверхность, м2/г, не менее 14
Массовая доля влаги, %, не более 1,0
Потери массы при прокаливании (1100 °С), % 34,0-34,8
рН водной суспензии, (10 %) 7-8
Массовая доля оксида железа, %, не более 0,06
РАЗРАБОТЧИК:
Мальцев В.В., доктор химических наук, академик РАЕН,
главный эколог деревянного домостроения,
зам. генерального директора ОАО «Гипролеспром» по научной работе
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)